













Project Background

A construction waste treatment company in Zhenzhou sought to enhance the efficiency and environmental sustainability of its waste processing operations. When separating mud and stones from a large volume of construction waste, which typically consisted of concrete debris, bricks, soil, and other materials, they encountered challenges. Traditional separation methods demanded excessive labor, consumed significant time, and often resulted in low separation accuracy.

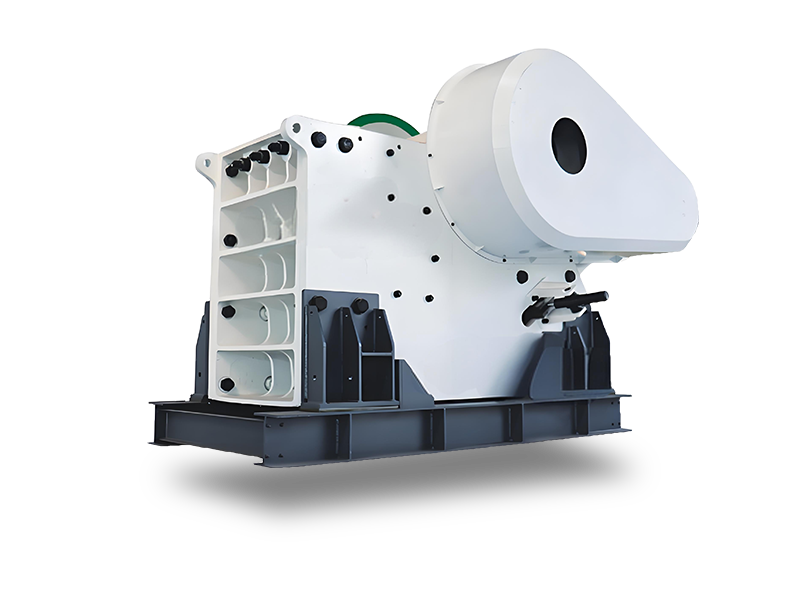
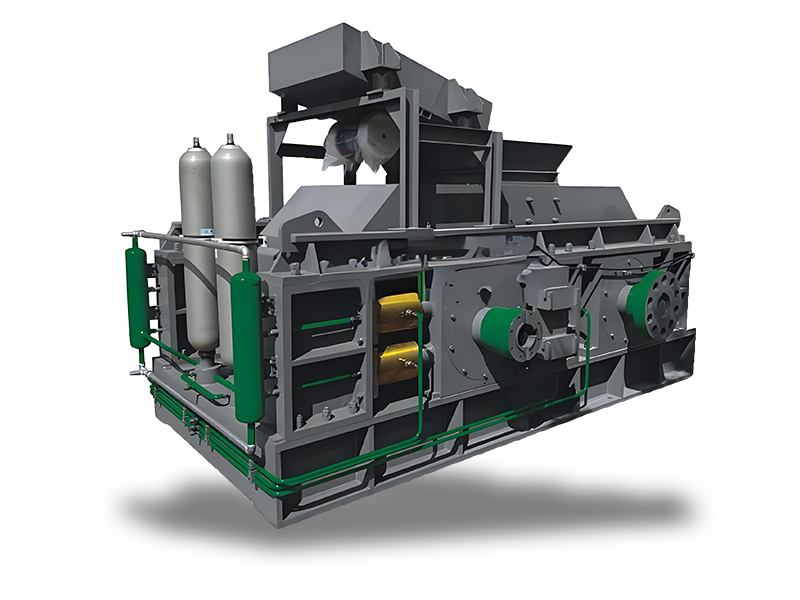
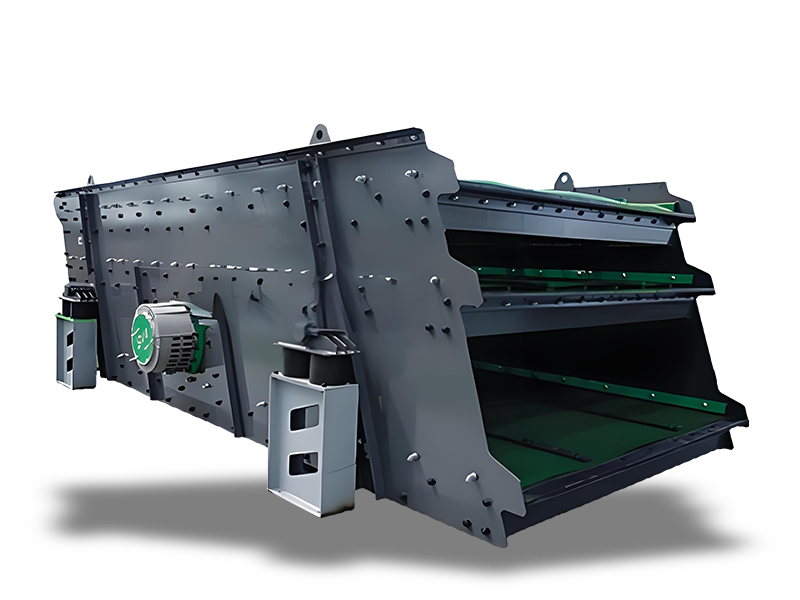
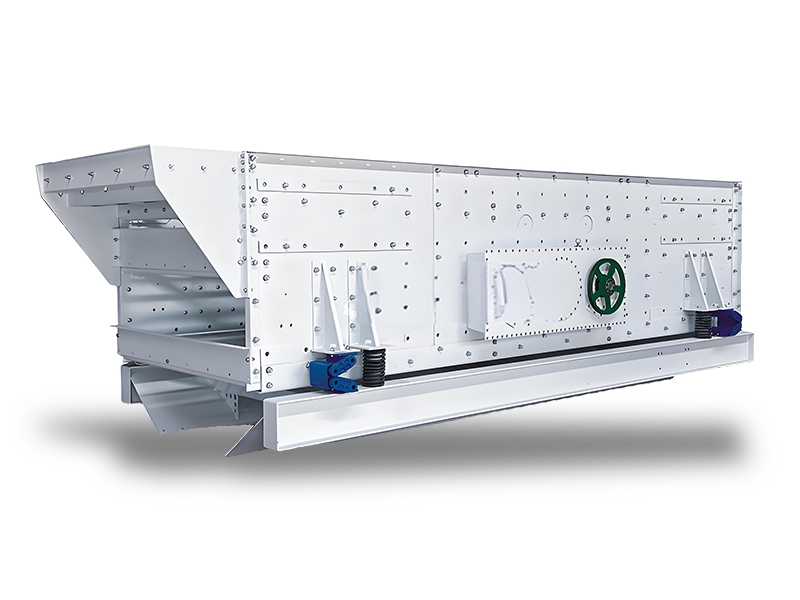
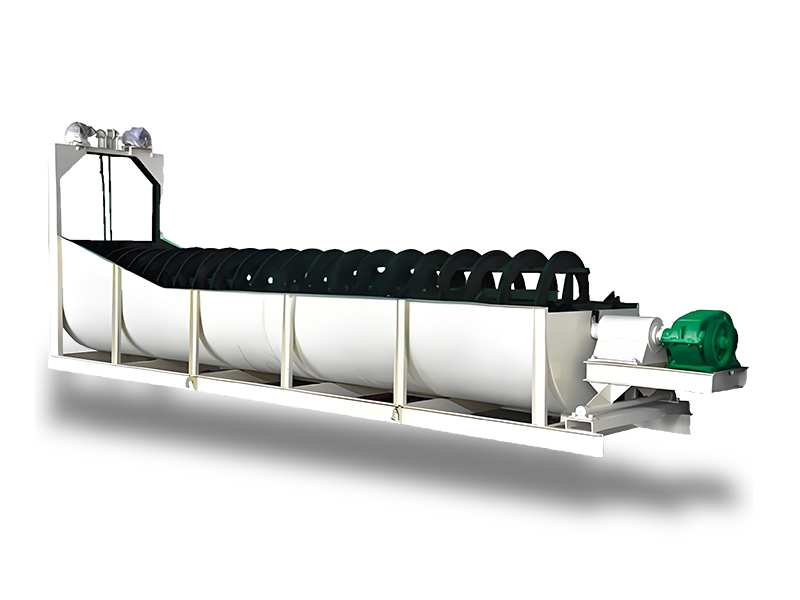
Introduction of Mud-Stone Separator
Engineered to handle complex mixtures, especially those with high moisture content and diverse particle sizes, this machine features a series of rotating shafts equipped with specially designed discs. Operators can adjust the gaps between the discs according to the specific separation task requirements.
Working Process
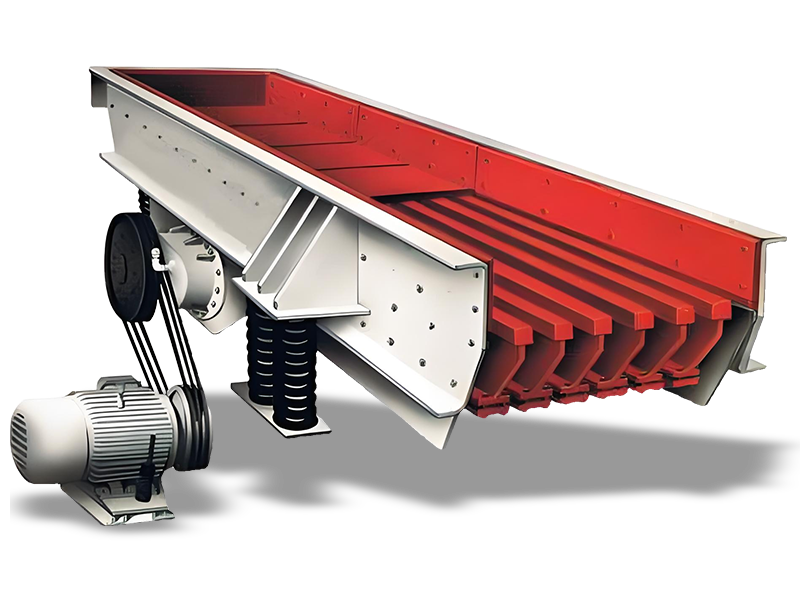
- Feeding: Workers feed construction waste into the mud-stone separator via a conveyor belt. They can control the feeding rate to ensure the machine operates stably and efficiently.
- Separation: As the waste materials move along the rotating shafts, stones and larger particles larger than the set disc gaps move forward. Meanwhile, mud and smaller particles fall through the disc gaps. The continuous separation process enables high throughput.
- Collection: Workers collect separated stones and large particles at one end of the machine, which can undergo further processing, such as recycling as construction aggregates. They gather the separated mud and small particles at the bottom for other uses or proper disposal.

Features and Advantages

- High Separation Efficiency: The mud-stone separator can achieve a separation efficiency of up to 90%, far exceeding traditional separation methods. This high efficiency allows the company to process a large volume of construction waste in a short time, boosting productivity.
- Low Blockage Rate: The unique design of the discs and rotating shafts minimizes the risk of blockages. Even when handling materials with high moisture content or sticky substances, the machine can operate smoothly without frequent cleaning interruptions.
- Adjustable Parameters: Operators can easily adjust the gap between the discs to meet different separation needs. This flexibility enables the company to handle various types of construction waste, adapting to the changing composition of waste materials.
- Energy Saving: Designed with energy-efficient components, the machine consumes less power than some traditional separation equipment. This reduction not only cuts operating costs but also aligns with the company’s environmental goals.
- Easy Maintenance: Thanks to its simple structure, maintaining the mud-stone separator is relatively straightforward. Workers can quickly perform regular maintenance tasks, such as checking the wear of discs and shafts, minimizing downtime.

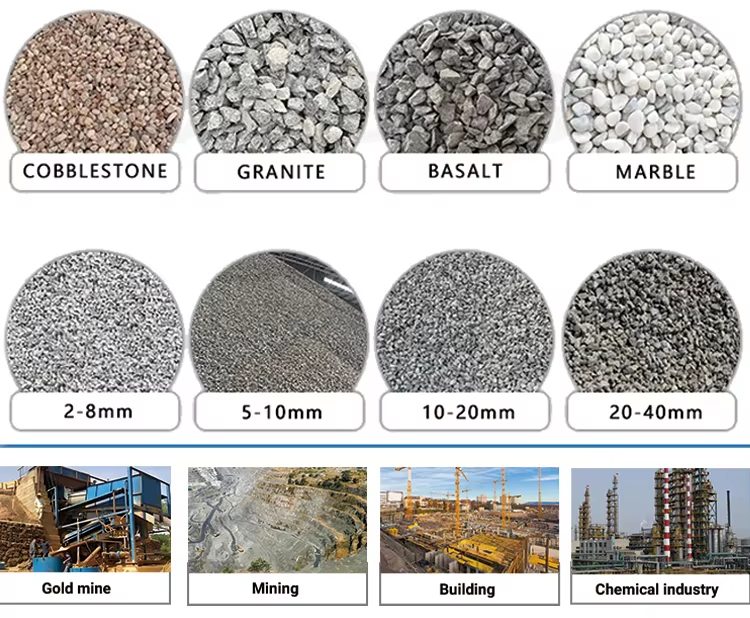
Application Scenarios
- Construction Waste Recycling: In construction waste recycling plants, the mud-stone separator plays a crucial role in separating valuable materials from waste. By separating stones and mud, the company can further process recyclable materials to produce new construction materials, reducing the reliance on virgin resources.
- Mining Industry: In mining operations, miners can use the machine to separate ore from accompanying mud and rock. This action helps improve the ore’s purity and increases the efficiency of the mining process.
- Agriculture and Landscaping: For agricultural and landscaping projects, users can utilize the mud-stone separator to separate stones from soil, making the soil more suitable for planting. It can also process compost materials, removing unwanted stones and debris.
Project Results
After implementing the mud-stone separator, the construction waste treatment company witnessed significant improvements. Its processing capacity increased by [X]%, and the separation accuracy reached a new high. The company recycled more construction materials, reducing waste disposal costs and environmental impact. Additionally, the energy consumption per unit of waste processed decreased, leading to cost savings. Overall, the mud-stone separator proved to be a valuable investment, enhancing both the company’s economic and environmental performance.







 +8615713843888
+8615713843888
 +8615713843888
+8615713843888